Press brake tooling includes the punches, dies, die holders and forming tools used on a press brake to bend sheet metal into accurate angles, radii and profiles. Tooling type, die design and V die opening all affect bend quality, tonnage, inside radius, surface finish and production repeatability.
Quick Answer
The most common press brake tooling types include standard punches, gooseneck punches, acute punches, radius punches, V-dies, hemming dies, flattening dies, forming dies, bottom dies and complete tooling sets. The right choice depends on sheet thickness, material type, bend angle, inside radius, flange length, press brake style and production volume.

Press Brake Tooling Types at a Glance
| Tooling Type | Main Use | Best For |
|---|---|---|
| Standard punch | General air bending | Common sheet metal parts |
| Gooseneck punch | Deep box and return flange bending | Parts that need extra clearance |
| V-die | Supports the sheet during bending | Most air bending applications |
| Flattening die | Flattens hems and folded edges | Cabinets, panels and closed edges |
| Forming die | Creates special shapes | Offsets, radius bends and custom profiles |
| Tooling set | Matched punches and dies | Repeatable production and faster setup |
Press Brake Tools: The Essentials
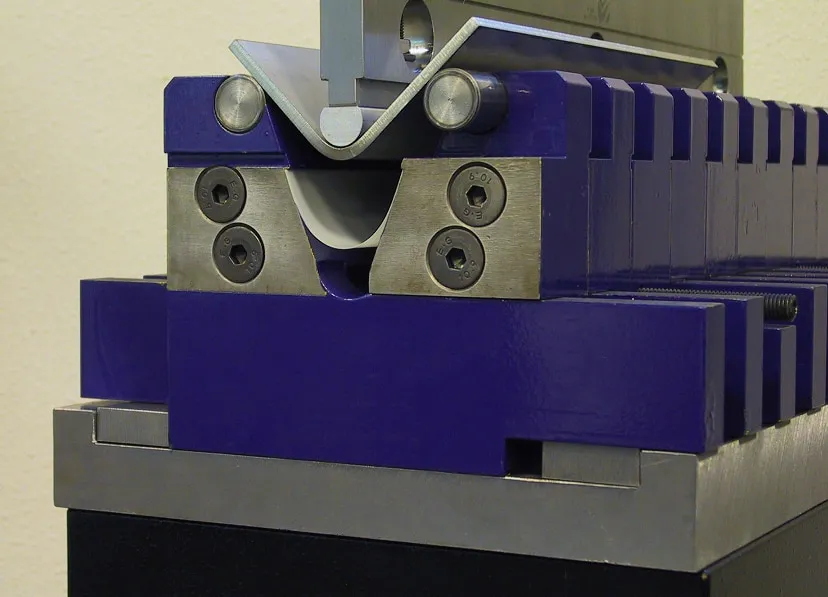
Press brake tools are usually divided into upper tooling and lower tooling. The upper tool, or punch, moves downward with the press brake ram. The lower tool, or die, supports the material and provides the opening or profile that forms the bend.
For a basic explanation of how punches and dies work together, see our guide on what press brake tooling is.
Why the Right Tools Matter
The right tooling helps control bend angle, inside radius, flange length and repeatability. Poor tooling selection can cause angle variation, tool marks, cracking, long setup time, excessive tonnage or unstable production.
Press Brake Tooling Dies: Types and Functions
Press brake dies are the lower tools used to support and form the sheet metal during bending. Common die types include single V-dies, multi-V dies, 4-way dies, hemming dies, radius dies and special forming dies. Each type has a different purpose depending on the material thickness, bend angle and required part shape.
Press Brake Flattening Dies: Ensuring Accuracy and Flatness
Flattening dies are used after pre-bending to close hems or flatten folded edges. They help produce clean, consistent edges and are often used for sheet metal cabinets, covers, doors, panels and safety edges.
Applications of Flattening Dies
Flattening dies are useful when parts require a closed edge for strength, safety or appearance. They can also reduce sharp edges and improve the final finish of a sheet metal product.
Press Brake Die Design: The Foundations of Precision
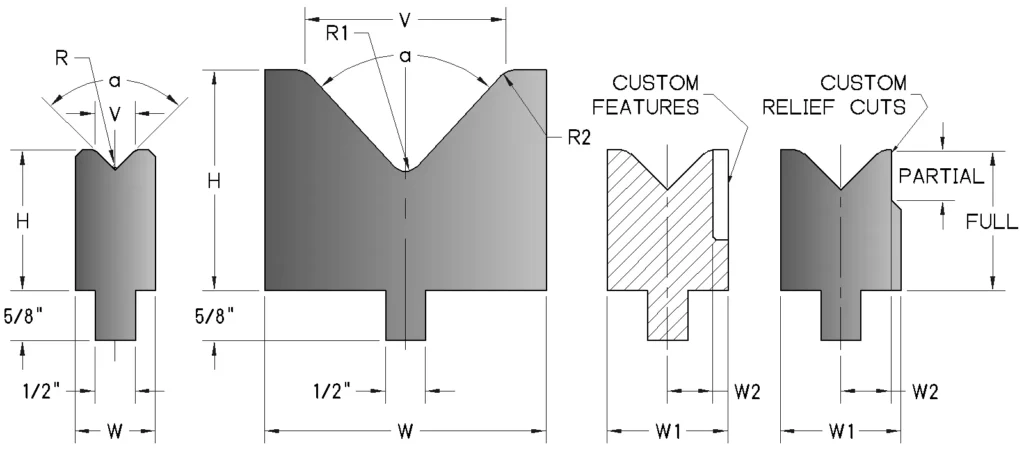
Press brake die design affects bending accuracy, tool life and production efficiency. Important design factors include V opening, shoulder radius, die height, tool length, material hardness, working surface finish and compatibility with the press brake clamping system.
Custom die design is useful when standard tooling cannot produce the required shape or when repeated production needs better speed and consistency.
Optimizing Workflow with Custom Die Designs
Custom die designs can reduce multiple bending steps, improve part consistency and solve clearance problems. For special shapes, the tool can be designed from the part drawing, sample or bending sequence.
Press Brake V Die Opening: Precision in Bending
The V die opening is one of the most important factors in air bending. It influences required tonnage, inside radius, minimum flange length and bend accuracy. A V opening that is too small can increase tonnage and marking, while an opening that is too large may reduce accuracy or make short flanges difficult.
For a deeper explanation, read our guide about press brake V-die opening.
Choosing the Right V Die Opening
A common starting point is to choose a V opening around 6 to 10 times the material thickness, depending on the material, bend radius and accuracy requirement. Thicker materials usually need a wider V opening, while short flanges and tighter bends may require more careful selection.
V Die Opening Selection Table
| Material Thickness | Common V Opening Range | Notes |
|---|---|---|
| Thin sheet | About 6 x thickness | Good for smaller bends and shorter flanges |
| Medium sheet | About 8 x thickness | Common starting point for air bending |
| Thick plate | About 10 x thickness or more | Helps reduce tonnage and tool stress |
Press Brake Die Selection: Factors to Consider
Before choosing a die, check the drawing, sheet thickness, material type, required angle, inside radius, flange length and press brake capacity. The die should match both the part requirement and the machine setup.
- Material type and tensile strength
- Sheet thickness and bend length
- Required inside radius and bend angle
- Minimum flange length
- Press brake tonnage and tooling height
- Surface quality and non-marking requirements
For a step-by-step selection guide, visit how to choose the right press brake tooling.
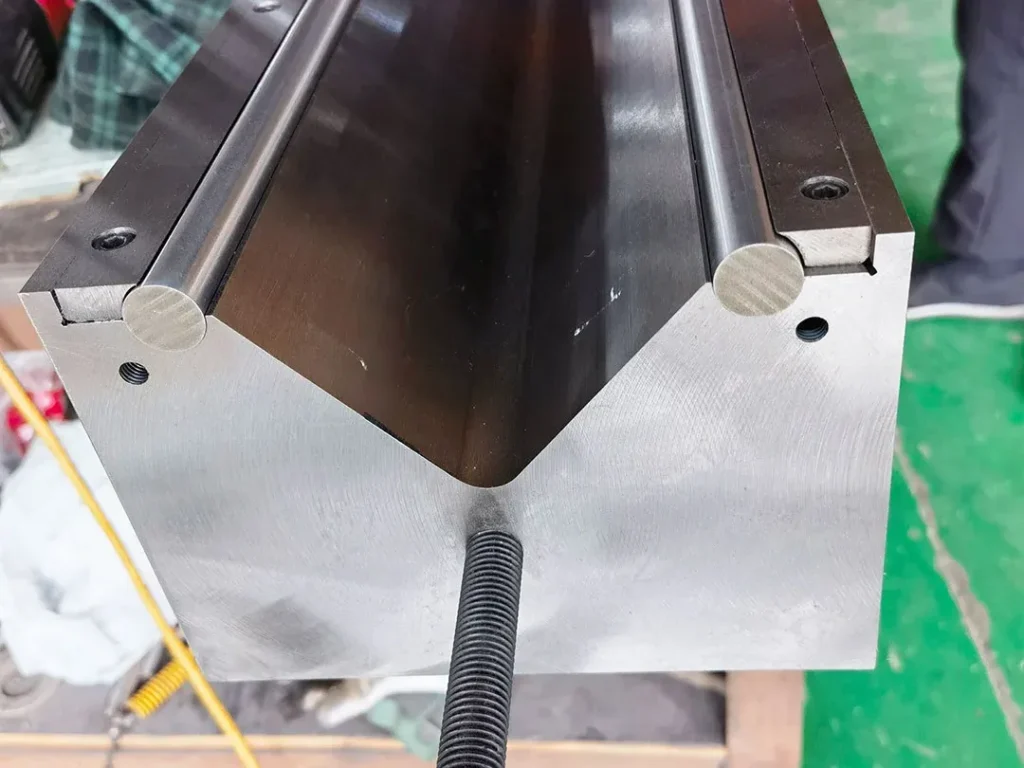
Press Brake Forming Dies: Different Types for Different Applications
Forming dies are used for shapes that cannot be made efficiently with simple V bending. Examples include offset bends, radius bends, channel shapes, hemming, curling and special profiles. These tools can reduce secondary operations and improve production consistency.
Press Brake Bottom Die: Essential Support in the Bending Process
The bottom die supports the sheet metal and controls how the material flows during bending. A suitable bottom die improves angle stability, reduces marking and helps maintain part accuracy.
Matching Bottom Dies with Top Tooling
The bottom die must match the punch shape, bend angle, material thickness and required radius. If the top and bottom tools are mismatched, the result can be poor angle control, tool interference or part damage.
Press Brake Tooling Set: A Complete Solution for Production
A tooling set usually includes matched punches and dies for a specific bending range. For factories with repeated production, a complete tooling set can reduce setup time, improve repeatability and make tool management easier.
Cost-Effectiveness of a Tooling Set
Although a complete tooling set requires a larger initial investment, it can reduce downtime, improve efficiency and lower long-term production costs when used regularly.

Custom Press Brake Tooling Support
Anhui Tooling manufactures standard and custom press brake tooling, including punches, dies, die holders, segmented tooling and special forming tools. If standard tools cannot meet your bending requirements, custom tooling can be designed according to your part drawing, material and press brake model.
FAQ
What are the main types of press brake tooling?
The main types include standard punches, gooseneck punches, V-dies, hemming dies, flattening dies, forming dies, bottom dies and custom tooling sets.
How do I choose the right V die opening?
Start by checking material thickness, bend radius, flange length and tonnage. A common starting point is 6 to 10 times the material thickness, but the final choice should match the drawing and material.
When should I use custom press brake tooling?
Custom tooling is useful for special profiles, deep channels, offset bends, large-radius bends, non-marking bending or high-volume parts that need faster and more stable production.
What causes poor bending accuracy?
Poor accuracy can come from incorrect V opening, worn tooling, material variation, wrong tonnage, poor tool alignment or mismatched punch and die selection.
Can one press brake tooling set bend all parts?
No. A tooling set can cover many common parts, but special profiles, very short flanges, thick materials or strict surface requirements may need different or custom tools.