What is press brake tooling? Press brake tooling is the set of punches and dies installed on a press brake machine to bend sheet metal into specific angles, radii and profiles. The upper tool is usually called the punch, and the lower tool is called the die. Together, they control the bending shape, accuracy and surface quality of the finished part.
Quick Answer
Press brake tooling is used to form sheet metal on a press brake. It includes punches, dies, die holders and special forming tools. The tooling determines the bend angle, inside radius, flange length, accuracy and repeatability of metal bending parts.
How Press Brake Tooling Works
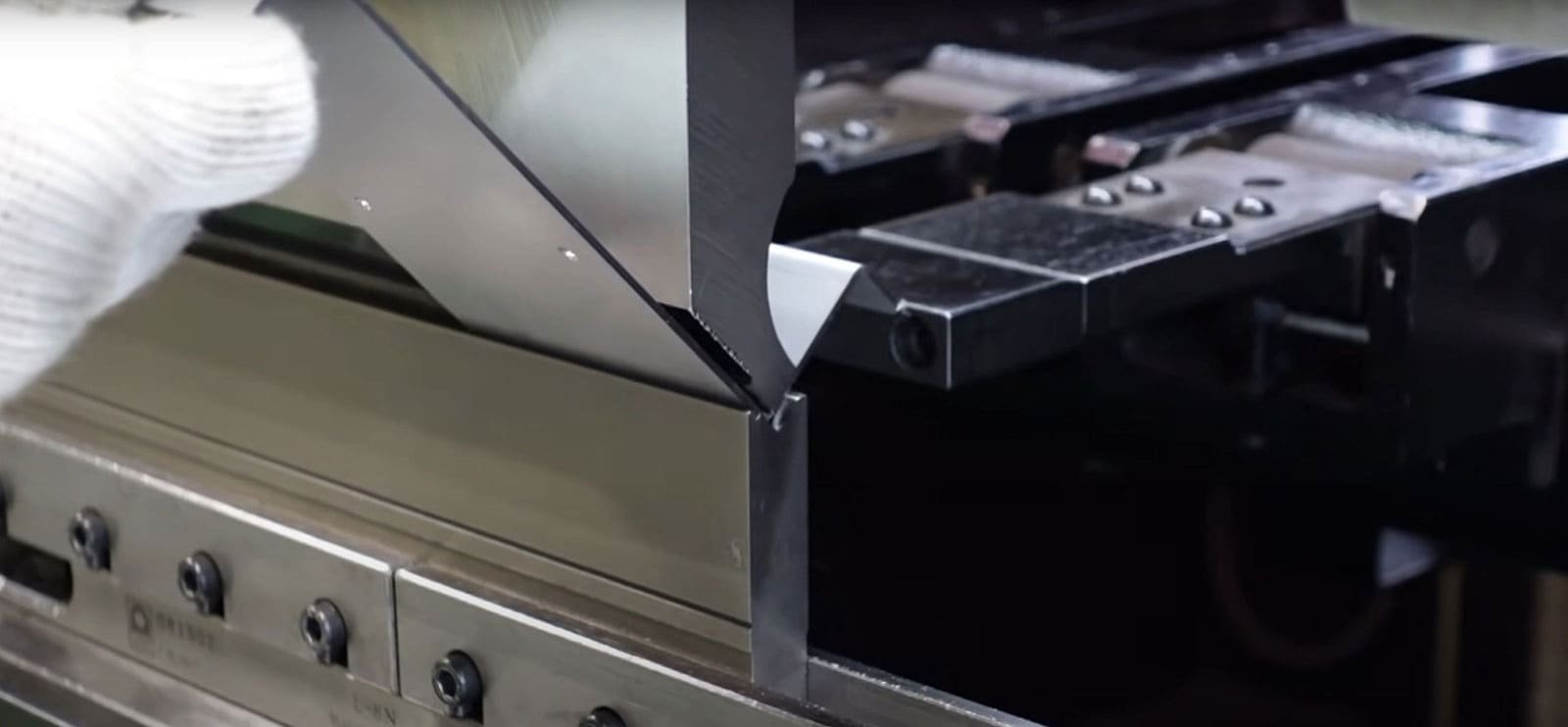
During bending, the press brake ram moves the punch downward and presses the sheet metal into the die opening. The material deforms along the bend line and forms the required angle. The punch shape, die opening, material thickness and bending force all affect the final result.
In simple terms, the press brake provides the force, while the tooling provides the bending shape. This is why tooling selection is one of the most important parts of sheet metal bending.

Main Components of Press Brake Tooling
Press brake tooling is usually made from several main components. Each component has a different function in the bending process.
- Punch: the upper tool that pushes the sheet metal into the die.
- Die: the lower tool that supports the sheet metal and forms the bend.
- Die holder: supports and positions the lower die on the press brake.
- Tool segment: short tooling sections used for flexible part lengths and box bending.
- Special tool: customized tooling for hemming, offset bending, large-radius bending and special profiles.
Press Brake Tooling Component Table
| Component | Function | Example |
|---|---|---|
| Punch | Upper tool that presses the metal | Standard punch, gooseneck punch |
| Die | Lower tool that supports and forms the bend | V-die, hemming die, radius die |
| Die holder | Holds and aligns the lower die | Lower tool holder or adapter |
| Segmented tooling | Combines short tool sections for flexible lengths | Box bending and short flange bending |
| Custom tooling | Made for special profiles or production needs | Deep channel tools, offset tools, large-radius tools |
Common Press Brake Tooling Types
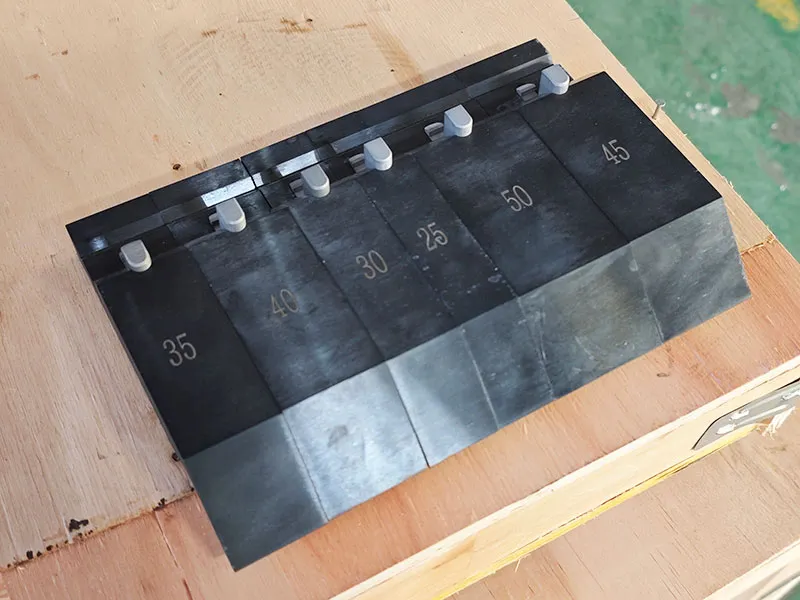
Common press brake tooling types include standard punches, gooseneck punches, acute punches, radius punches, V-dies, hemming dies, 4-way dies and custom forming tools. Each type is designed for a different bending requirement.
For a more detailed breakdown, read our guide to press brake tooling types and customization.
Why Press Brake Tooling Is Important
The shape and precision of tooling directly affect the finished metal part. Good tooling helps control bend angle, inside radius, flange length and repeatability. Poor or mismatched tooling can cause inaccurate bends, surface marks, cracking, long setup time or tool overload.
- Improves bending accuracy and repeatability
- Helps control bend radius and angle
- Reduces setup time for repeated production
- Improves part quality and reduces scrap
- Protects the press brake machine from overload
Materials and Hardness of Press Brake Tooling
Press brake tooling is usually made from high-strength tool steel or alloy steel. The tools are machined, heat treated and ground to achieve accuracy and durability. Hardness, surface finish and precision are important because the punch tip and die shoulders directly contact the sheet metal during bending.
For demanding applications, tooling can also use surface treatment or special material selection to improve wear resistance and reduce marking.
Press Brake Tooling Applications
Press brake tooling is widely used in sheet metal fabrication, machinery, electrical cabinets, elevators, construction equipment, automotive parts, stainless steel products and custom metal components. Different industries may need different tooling systems and bending solutions.
How to Choose Press Brake Tooling
When choosing press brake tooling, consider the sheet thickness, material type, bend angle, inside radius, flange length, bending method, press brake model and clamping system. The die opening is especially important because it affects bending force, inside radius and part accuracy.
If you are not sure how die opening affects bending quality, read this guide about V-die opening. For a broader selection process, see our guide on how to choose the right press brake tooling.
Press Brake Tooling Selection Checklist
Before choosing press brake tooling, check the basic bending conditions first. A clear checklist helps avoid buying tools that do not match the part or the press brake machine.
- Sheet thickness and material grade
- Required bend angle and inside radius
- Minimum flange length and part clearance
- Press brake model, clamping style and tool height
- Required surface quality or non-marking requirement
- Production quantity and expected tool life
Standard vs Custom Press Brake Tooling
Standard press brake tooling is suitable for common bends, regular materials and repeatable production. It is usually easier to replace and faster to set up because the dimensions and interfaces are already standardized.
Custom press brake tooling is a better choice when the part has a special profile, deep channel, narrow return flange, large radius, offset bend or strict surface requirement. Custom tooling can also improve production efficiency when the same special part is produced repeatedly.
Custom Press Brake Tooling from Anhui Tooling
Anhui Tooling manufactures press brake tooling, including punches, dies, segmented tooling sets, die holders and custom tooling made from drawings. If standard tooling cannot meet your bending requirements, custom tooling can be designed according to your part geometry, material and press brake machine.
FAQ
What is press brake tooling used for?
Press brake tooling is used to bend sheet metal into accurate angles, radii and profiles on a press brake machine.
What is the difference between a punch and a die?
The punch is the upper tool that presses the sheet metal downward, while the die is the lower tool that supports the material and forms the bend.
Can press brake tooling be customized?
Yes. Custom press brake tooling can be made for special profiles, deep bends, narrow flanges, large-radius bends, hemming, non-marking bending and specific machine systems.
Is press brake tooling universal?
Press brake tooling is not always universal. It must match the press brake clamping system, tooling style, tool height and bending requirement.
How long does press brake tooling last?
Tooling life depends on material hardness, bending volume, sheet material, surface treatment, operator setup and regular maintenance.